

028-87688608
028-87688608

 当前位置: 首页 > 真空钎焊炉的钎焊设备升级
当前位置: 首页 > 真空钎焊炉的钎焊设备升级
 发布时间:2019-08-24
发布时间:2019-08-24
钎焊是一种优良的焊接工艺,是一种使待焊接工件通过熔融钎料的毛细流动填充接头间隙并与母材相互扩散实现连接焊件的方法。传统钎焊工艺,尤其是超硬材料行业的钎焊,一般采用真空焊接的方式,这是因为无论金刚石还是立方氮化硼,其化学性质稳定,不易与非活性焊料发生冶金亲和反应。而活性焊料对氧极其敏感,为保护活性钎料的活性,故而钎焊方式可以采用真空焊接或气氛保护焊接(多为连续焊接)。
一、真空焊接
真空焊接首先要用到真空炉,目前国内生产真空炉的厂家很多,真空炉结构大体类似,依真空单元不同,大体分为两类:一类高真空获取采用扩散泵系统;一类高真空获取采用分子泵系统。两类系统各有优劣,下面分述之:
1、扩散泵系统高真空炉

图1
图1所示为常见立式真空炉,采用的真空单元为机械泵-油扩散泵系统,加热单元一般为钼带加热。扩散泵系统真空炉目前多用在大腔体真空炉中,小腔体大都舍弃了扩散泵而改用分子泵,先说说扩散泵的优点:1、造价低,如果以相同抽速比较的话,比如抽速同为5000L/s,扩散泵造价相当于相同抽速分子泵造价的三分之一;2、抽速大,这是扩散泵的先天优势,也是扩散泵现在还有市场的一大原因;但扩散泵也有很多缺点:1、能耗高,这里以5000L/s抽速扩散泵举例,工作时的功率大概在5kW,而同规格分子泵功率不超过0.5kW;2、扩散泵存在油污染,扩散泵的工作原理决定了扩散泵的油污染不可避免(扩散泵通过扩散泵油沸腾喷出产生的低分压,经过泵壁将炉内气体分子带到前级泵);3、体积大,导致整个真空系统体积庞大;4、启动慢,扩散泵油需要预热才能工作,预热过程至少1小时。
二、分子泵系统高真空炉

图2
图2为采用分子泵系统真空炉,高真空机组为机械泵-分子泵,加热单元为钼带加热。图中可以看出分子泵体积小巧,整个真空系统结构简单紧凑。采用分子泵高真空系统有很多优势:1、无油无污染;2、真空度高,采用分子泵系统炉内真空可达5×10-6Pa,而扩散泵的极限真空一般在10-4Pa量级;3、启动快速,从分子泵启动到真空度达到要求一般只需要几分钟时间,而扩散泵一般在1小时以上;4、能耗极低。要说分子泵的缺点,总结一个字:贵!抽速低的问题可以通过加装双分子泵解决,最后还是回到贵字上,相信随着分子泵的普及,分子泵的价格也会有所回落。
以上介绍的真空炉为目前市场上常见的真空炉,也是各个厂家采用最多的真空炉,在目前阶段,大体的选用原则为炉内体积在250mm×400mm以内的可考虑选用分子泵系统,大于这个体积的可选用扩散泵系统,从经济性来讲较为适宜。
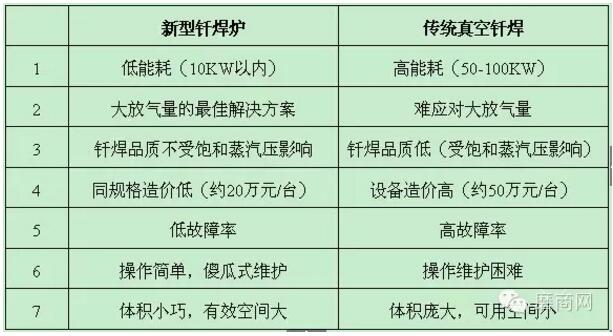
本文开头提到了钎焊设备要转型升级,既然传统真空炉能满足目前生产需要为何要转型升级?新的钎焊设备又要满足那些条件,下面简单介绍一下新型钎焊设备的一些思路。
先从传统真空炉在金刚石钎焊工具的应用上面临的问题:小的问题有能耗高、设备高故障率、设备造价高、设备腔体不能无限扩大等,这些问题还在企业可以承受的范围内。传统真空钎焊最大的问题是生产周期长!无论采用扩散泵还是分子泵系统,加热过程中都有大量气体排出,如果加热过快,气体的放气量特别大,真空抽气机组无法及时把气体抽出炉外,造成设备故障而停机。所以一炉的生产周期至少要在10小时以上,如果是满负荷运营时间更长,24小时只能生产一炉,而且因为生产周期长,整个生产周期里真空炉的加热系统与炉壁的水冷系统要相互消耗以维持炉内的温度稳定,这样就造成整个生产周期中能耗居高不下(传统真空炉功率一般在30kW到100kW不等),时间成本加上能耗等成本使得钎焊工具的生产成本较高,无法大范围推广使用。
新型钎焊炉要能及时处理加热过程中的气体排放,只有这样才能提高加热功率,快速加热至钎焊所需要的温度,快速加温还可减少金刚石的热损伤,提高钎焊性能。经测算,这种新型钎焊炉从室温加热至钎焊温度(1000℃左右)只需30至60分钟。
信息来源:磨商网
Copyright ©2011-2026成都新德南光机械设备公司企业网站工信部备案:蜀ICP备13021598号-1 业绩掌声 文档下载
www.wenkzz.com 本网站提供:真空炉,光刻机,氢气炉(氢气还原炉/氢气退火炉/氢气烧结炉),真空机组(分子泵机组/扩散泵机组)
真空钎焊炉/真空退火炉/真空烧结炉/真空油淬炉/真空氢气炉 真空排气台,真空储存柜等设备原理、图片、厂家信息推荐.
厂家地址:四川省成都市武侯区逸都路29号 厂家联系电话:13540650355 欢迎全国各地厂商洽谈业务合作
在线联系方式:微信号:13540650355 QQ:1098284486